Como Arrumar os Strings (Teias, Fios Soltos)
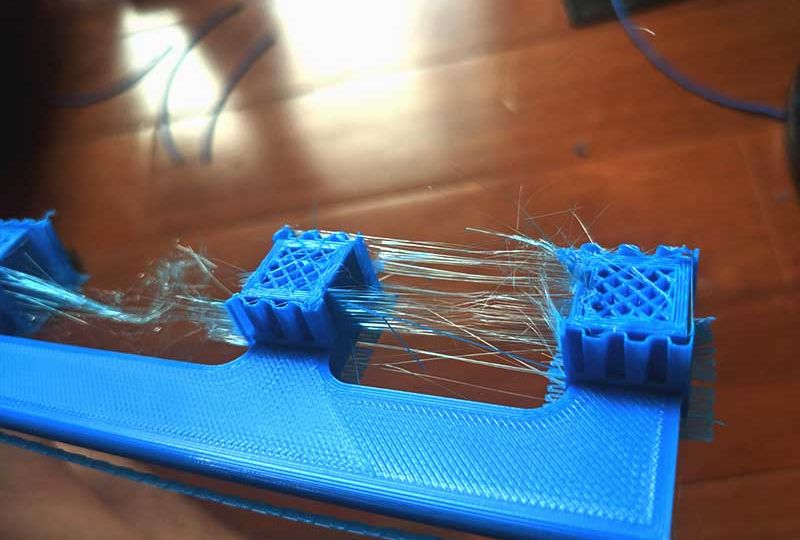
Primeiramente o bico algumas vezes vaza filamento em um local vazio, quando passa de um ponto para outro que grudam nas superfícies da sua impressão. Isso é chamado de stringing e aparece como teias de aranha finas entre as impressões, além disso podem ser difíceis de remover.

Retração
- Usar retração:
Ajustar seus valores de retração é a melhor coisa que você pode fazer com o intuito de arrumar os strings nas impressões 3D. Quando o bico está atravessando um espaço vazio, a extrusora “retrai” e puxa o filamento de volta pelo hotend para evitar que escorra. Quando feito corretamente, isso é eficaz para eliminar o Stringing.
As principais variáveis a serem lembradas ao considerar são velocidade e distância. A velocidade define a rapidez com que a extrusora puxa o filamento de volta através da hotend e a distância define a distância que o filamento viaja.
Assim sendo, quando a velocidade é muito baixa, podem formar-se bolhas nas superfícies da sua impressão ou podem ocorrer cordões entre as superfícies. Assim como a retração muito alta pode atolar o bico ou criar regiões onde o filamento não é depositado.

Do mesmo modo uma distância muito grande, causará bolhas na sua impressão e resultará em atolamentos de filamentos. Uma distância muito curta não conseguir impedir os stringings.
Setar os valores da distância e velocidade de retração no seu slicer é a melhor coisa que pode ser feita. Algumas ferramentas também incluem parâmetros especiais de coast e wipe. Essas podem ser ferramentas poderosas para setar ainda mais seus valores de retração.
Para determinar seus valores ideais de retração, primeiro considere se você está usando uma extrusora bowden ou direct drive. As extrusoras de direct drive normalmente requerem uma distância de retração menor do que as extrusoras bowden. Em seguida, identifique qual filamento você está usando e como materiais diferentes exige configurações de retração diferentes.
Como Arrumar os Strings de forma fácil
Materiais como PLA e ABS por exemplo tendem a funcionar bem com uma velocidade de 40 mm / s – 60 mm / se uma distância de 0,5 a 1 mm nas configurações de direct drive. As configurações da Bowden geralmente se beneficiam de velocidades na faixa de 30 mm / s – 50 mm / se distâncias em torno de 2 mm. Outros tipos de materiais menos utilizados, como o TPU, geralmente exigem velocidades de retração mais lentas e maiores distâncias de retração.
- Ajuste a velocidade de deslocamento para movimentos sem impressão:
O principal ajuste de retração de Como Arrumar os Strings é o ajuste de velocidade. Quanto mais rápido o bico passar por espaços vazios, menos tempo haverá para o filamento escorrer para fora do bico. A maioria dos slicers possuem uma variável chamada “travel speed for non-print moves” (velocidade de deslocamento para movimentos sem impressão), que pode ser modificada para ajustar a velocidade com que o bico passa por espaços vazios. O MatterHackers fez um ótimo experimento ajustando valores como distância de retração, velocidade de retração e velocidade de deslocamento, e você pode encontrar esses resultados aqui. Seu experimento descobriu que 150 mm / s era a velocidade ideal de deslocamento para muitas máquinas.
- Ajuste a temperatura do seu bico:
Por fim se você ainda perceber os Strings após modificar cada um desses valores, é provável que seu filamento esteja sendo aquecido a uma temperatura muito alta. O calor diminuirá a viscosidade do filamento fundido e o tornará mais propenso a grudar, portanto, ajuste sua temperatura de extrusão. Observe que isso tende a diminuir a força da sua impressão; portanto, a temperatura de extrusão não deve ser reduzida abaixo das especificações mínimas do fabricante.

Saiba mais como configurar a temperatura do seu filamento na Impressora 3D no link abaixo:
COMO AJUSTAR A TEMPERATURA DO SEU FILAMENTO – TORRE DE TEMPERATURA
Deixe um comentário abaixo ou nas nossas redes sociais com a sua opinião :]
Saiba mais sobre o mundo da impressão 3D no blog da MAGMA e nas nossas redes sociais Instagram e Facebook