3 Erros Mais Comuns em Impressão 3D:
Antes de mais nada as impressoras básicas geralmente exigem um pouco mais de ajustes na solução de problemas, como nivelar a mesa, configurar a extrusora e etc. Portanto nesta postagem, você aprenderá sobre os problemas comuns com os quais se depara no dia a dia com uma impressora 3D.
1. Stringing

A princípio o bico algumas vezes vaza filamento em um local vazio, quando passa de um ponto para outro que grudam nas superfícies da sua impressão. Isso é chamado de stringing e aparece por exemplo como Teias de aranha finas entre as impressões que podem ser difíceis de remover.
- Usar Retração:
Ajustar seus valores de retração é a melhor coisa que você pode fazer para arrumar os strings nas impressões 3D. Quando o bico está atravessando um espaço vazio, a extrusora “retrai” e puxa o filamento de volta pelo hotend evitando que escorra. Quando feito corretamente, em princípio isso é eficaz e pode eliminar o Stringing.
As principais variáveis a serem lembradas ao considerar a retração são velocidade e distância. Portanto a velocidade define a rapidez com que a extrusora puxa o filamento de volta através da hotend e a distância define a distância que o filamento viaja.
CONFIRA NESSE LINK COMO ELIMINAR O STRINGING DA SUA IMPRESSÃO 3D
2. superaquecimento de plástico

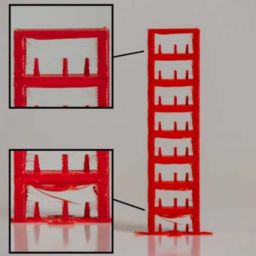
Em segundo lugar, o Overheating é um do 3 erros mais comuns em Impressão 3D, o plástico extrudado a uma temperatura muito alta geralmente gera impressões imprecisas. Esse problema é comum em camadas com pequena seção transversal.
Em suma, camadas com pequenas seções transversais são impressas rapidamente, o que pode levar a um aquecimento maior. Imediatamente isso cria camadas que ficam macias e deformadas quando impressas continuamente. Modelos como a Torre Eiffel ilustram esse efeito no topo da torre. À medida que o tamanho de cada camada diminui, o hotend passa um tempo na mesma região, o que leva ao aquecimento e eventualmente à deformação das camadas.
- Diminua a velocidade da impressão: A diminuição da velocidade de impressão pode ajudar em algumas peças, dando tempo nas camadas esfriarem antes que plástico adicional seja depositado sobre elas. Ao mesmo tempo que em algumas geometrias, isso pode piorar a deformação, fornecendo mais tempo ao bico para aquecer as camadas da impressão.
- Camada de resfriamento: A melhor maneira de consertar isso é ter um ventilador dedicado ao resfriamento das camadas da sua impressão. Esse ventilador deve ser apontado de forma que não resfrie o bloco de aquecimento do hotend, mas resfrie o plástico derretido assim que for depositado pelo hotend. Muitas máquinas usam dois ventiladores apenas no resfriamento de camadas.
- Diminua a temperatura da impressão: Reduza a temperatura de extrusão. Isso deve ser usado como último recurso, pois tende a ser eficaz na redução da deformação porém, reduzirá a resistência da impressão.
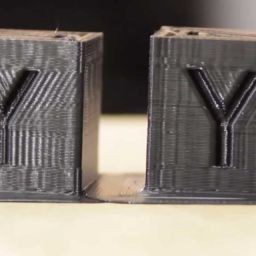
3. impressão não gruda na Mesa

Em terceiro lugar da lista dos 3 erros mais comuns em Impressão 3D, uma coisa que já aconteceu/acontece com a maioria da pessoas que utilizam uma impressora 3D é voltar horas depois apenas para descobrir que a peça não grudou na mesa e criou uma bolha ou o espaguete de plástico. Para arrumar esses parâmetros e melhorar a adesão da mesa, vamos dar algumas dicas aqui:
A primeira camada da sua impressão é um fator importante quando se trata de adesão à mesa. A primeira camada segura aumentará as chances de uma impressão bem-sucedida.
Nivelar a mesa
- Nivele sua mesa: O nivelamento da mesa é uma das etapas de calibração da impressora mais desafiadoras, mas uma das mais importantes em uma primeira camada segura. A mesa desnivelada fará com que algumas partes da impressão sejam menos compactadas do que outras e provavelmente levará a deformações posteriormente na impressão.
Temperatura
- Ajuste a temperatura da sua mesa: Os plásticos se contraem quando esfriam, e isso leva a um efeito conhecido como empenamento. Quando os plásticos se contraem, eles tendem a puxar para dentro, o que enrola as bordas da impressão na parte de cima e pode levar à sua impressão. A mesa aquecida mantém a temperatura de suas camadas de base alta e evita que elas se contraiam. Se você perceber as bordas da impressão enroladas, tente aumentar a temperatura da mesa.
Deslocamento z
- Ajuste seu deslocamento Z: Na maioria das impressoras 3D, o eixo Z é o seu eixo vertical e o que define quanto espaço existe entre a base e o bico. Na primeira camada da impressão, você deseja que o bico seja deslocado entre 0,10 mm e 0,25 mm da mesa. Isso garantirá que a primeira camada seja levemente comprimida contra a mesa, sem causar extrusão insuficiente devido à sobrepressão.
Um deslocamento muito alto reduzirá a área de contato entre a primeira camada da impressão e a base, o que pode levar à separação da peça. Um valor muito baixo impedirá que o bico expulse plástico e pode causar pulos no motor.
Hoje temos impressoras com vários recursos de fábrica que ajudam nessas configurações, tornando cada vez mais um processo automatizado, como por exemplo impressoras novas com regulagem de nível automática da mesa, mas quem utiliza profissionalmente, é sempre bom ter todos esses conhecimentos, cedo ou tarde esses ajustes precisarão ser feitos.
Deixe um comentário abaixo ou nas nossas redes sociais com a sua opinião :]
Saiba mais sobre o mundo da impressão 3D no blog da MAGMA e nas nossas redes sociais Instagram e Facebook